Барабанны вулканізатар - гэтагэтыключавое абсталяванне ў вытворчасці гумовых лістоў, канвеерных стужак, гумовых падлог і г.д. Прадукт вулканізуецца і фармуецца пад уздзеяннем высокай тэмпературы і высокага ціску. Яго асноўнымі кампанентамі з'яўляюцца галоўны вулканізацыйны барабан, прыціскная сталёвая стужка, прывадны ролік, нацяжны ролік і г.д. Сталёвая стужка выконвае наступную ролюinперадача ціску і цяпла ў працэсе вулканізацыі і з'яўляецца важным кампанентам для забеспячэння якасці прадукцыі.
Распыляльна загартаваныя стужкі з нержавеючай сталі, якія шырока выкарыстоўваюцца ў барабанных вулканізатарных апаратах, маюць выдатныя характарыстыкі: найбольш прадстаўнічым з'яўляецца Mingke MT1650, дзе 1650паказвае, што трываласць на расцяжэнне гэтыстальis1650 Н/мм²мартэнсітная нержавеючая стальЗыходзячы з плошчы папярочнага сячэння сталёвай стужкі, можна разлічыць мяжу трываласці на расцяжэнне сталёвай стужкі. Трываласць сталёвай стужкі на расцяжэнне з'яўляецца толькі арыентыровачным значэннем, а сіла расцяжэння, якую яна вытрымлівае, непасрэдна звязана з тэрмінам службы. Акрамя таго, фактычны час працы сталёвай стужкі, тыпsКолькасць вырабленай прадукцыі і штодзённае абслугоўванне сталёвай стужкі — усё гэта фактары, якія ўплываюць на тэрмін службы сталёвай стужкі.
З развіццём тэхналогій мартэнсітная нержавеючая сталь MT1650 ад Mingke стала выкарыстоўвацца ў барабанных вулканізатарных апаратах, што не толькі дасягнула ўзроўню вытворчасці ў Еўропе, але і мае больш эканамічных пераваг. Дысперсійная зацвярдзелая нержавеючая сталь Mingke MT1650 - гэта нізкавугляродзістая дысперсійна зацвярдзелая мартэнсітная нержавеючая сталь на аснове хрому.,нікель,медзь. У асноўным выкарыстоўвае свае высокатрывалыя характарыстыкі, добрую каразійную ўстойлівасць, не дэфармуецца пры тэрмічнай апрацоўцы і захоўвае высокую трываласць, пакуль тэмпература не дасягне каля 316 °C (600 °F). У той жа час сталёвы пояс мае добрую рамонтаздольнасць.Dпадрабязная прадукцыйнасць выглядае наступным чынам: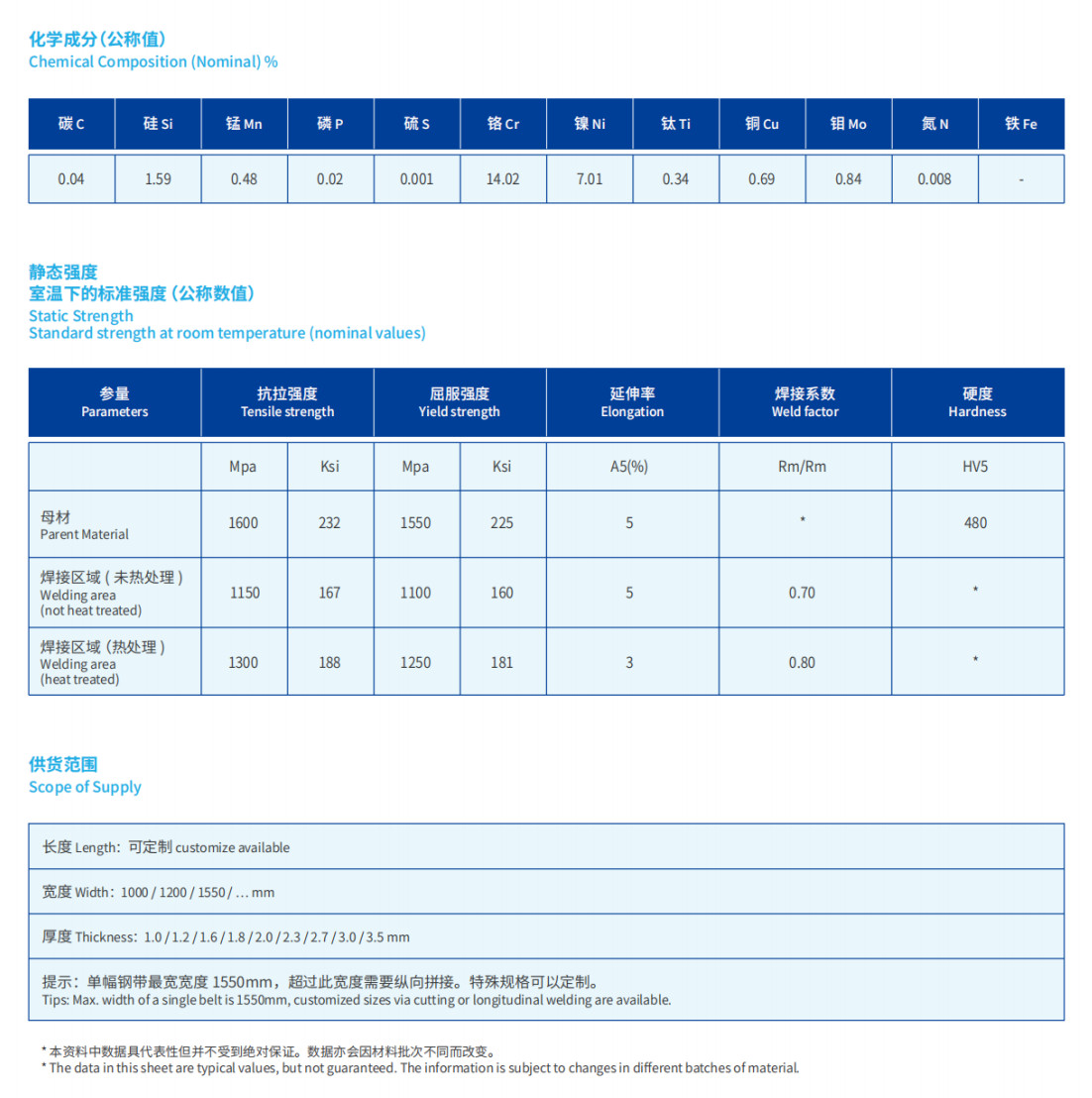
У параўнанніtoайчынны сталёвы дрот клейкай сеткі стужкі, выбар сталёвай стужкі мае наступныя відавочныя перавагі:
1) Сталёвы пояс мае працяглы тэрмін службы, высокую тэмпературу, не лёгка расцягваецца, а абслугоўванне простае і зручнае, у той час як сталёвы сеткаваты пояс з клейкай дроту патрабуе кароткатэрміновага пераклейвання, і сеткаваты пояс лёгка расцягваецца;
2) Якасць паверхні вырабаў, атрыманых са сталёвай стужкі, добрая, а роўнасць і гладкасць дазваляюць дасягнуць высокіх патрабаванняў да дакладнасці апрацоўкі;
3) У сталёвай стужцы няма працэсу клею, і абсталяванне можа падтрымліваць бесперапынную працу 24 гадзіны з высокай эфектыўнасцю вытворчасці;
4) Паверхня сталёвай паласы можа дасягнуць высокай дакладнасці апрацоўкі, каб задаволіць патрэбы ў высакаякаснай прадукцыі;
5) Сталёвы пояс просты ў абслугоўванні, яго можна выдаліць, адкапаўшы і адрамантаваўшы, і замяніць новай лапікай. Вялікія ўчасткі можна адрэзаць уздоўж і зноў зварыць у новы адрэзак сталёвага пояса.
6) Невялікая выпукласцьsсталёвага пояса выкарыстоўвае метад цеплавой ўсаджвання, што можа значна палепшыць плоскаснасць.
7) Калі сталёвая стужка мае падоўжную дэфармацыю па ўсёй даўжыні, няма добрага метаду абслугоўвання. Хіба што выкарыстоўваецца тэхналогія падоўжнага зрошчвання са складаным працэсам, але кошт складанага працэсу высокі.
Як лепш выкарыстоўваць сталёвы рамень?
Карыстальнікі сталёвых рамянёў вельмі занепакоеныя тэрмінам службы сталёвых рамянёў, таму мы коратка апісалі наступныя моманты, звязаныя з тэрмінам службы сталёвых рамянёў, спадзеючыся...дапамогавы лепш разумееце нашы сталёвыя рамяні.
Fспачатку, сталёвы пояс будзе вытрымліваць занадта вялікую нагрузкубудзепаўплываць на тэрмін службы.
Якое найлепшае напружанне для сталёвай стужкі? Вядома, чым меншае напружанне вытрымлівае сталёвая стужка, тым даўжэйшы тэрмін яе службы, што павінна спалучацца з патрэбамі карыстальнікаў у вытворчасці гумовых вырабаў. У цэлым, ужыванне сталёвай стужкі MT1650 у DLG-7Напрыклад, для абсталявання 00X1400 завода Shanghai Rubber Machinery № 1 большасць вытворчых карыстальнікаў рэгулююць значэнне гідраўлічнага манометра прыкладна на 15~20 МПа. Акрамя таго, з-за розных дыяметраў гідраўлічных цыліндраў, якія выкарыстоўваюцца вулканізатарам барабана для падтрымкі падаўжальных ролікаў, канкрэтныя значэнні таксама будуць адрознівацца. Калі ласка, звярніцеся да вытворцы абсталявання, каб даведацца пра канкрэтныя значэнні, указаныя ў табліцы гідраўлікі вулканізатара барабана.
Па-другое, многія карыстальнікі лічаць, што чым таўсцейшы сталёвы рамень, тым даўжэйшыяго працягласць жыццяперад купляй, што насамрэч з'яўляецца непаразуменнем. Нягледзячы на тое, што тоўстая сталёвая стужка можа вытрымліваць удары цвёрдых прадметаў у матэрыяле і не так проста ствараць вялікія ямы, тоўстая сталёвая стужка мае вялікі радыус крывізны выгібу, што больш адчувальна да пашкоджанняў ад стомленасці, выкліканых паўторным выгібам, і напружанне выгібу большае, таму чым тоўстая сталёвая стужка...можа не мець больш працяглага тэрміну службы.
Акрамя таго, пасля ўстаноўкі сталёвай стужкі не рэкамендуецца адразу рэгуляваць ціск да значэння, неабходнага для вытворчасці, і ціск варта паступова павялічваць да нармальнай працы. Тэмпературу сталёвай стужкі таксама варта паступова павышаць, каб паменшыць унутраныя напружанні, выкліканыя цеплавым пашырэннем і сцісканнем, і награвальную прыладу нельга запускаць, калі вулканізатар спыніўся.
Нарэшце, калі выкананы наступныя ўмовыне звяртаюць увагіпадчас выкарыстання сталёвы пояс таксама схільны да пашкоджанняў:
1) Сур'ёзныя пашкоджанні сталёвай стужкі з-за няправільнай эксплуатацыі. Калі гумовы матэрыял часткова перакрываецца, староннія прадметы, такія як інструменты для тэхнічнага абслугоўвання, могуць трапіць у барабан вулканізатара, што прывядзе да лакальнай дэфармацыі сталёвай стужкі і пакінення слядоў на паверхні вырабу.
2) Інтэрвал тэхнічнага абслугоўвання занадта доўгі, і паверхню сталёвай стужкі трэба чысціць кожны тыдзень.
3) Нізкая якасць вулканізаванай сыравіны. Гэта ў асноўным звязана з празмерным лакальным напружаннем, выкліканым цвёрдымі староннімі рэчывамі ў сыравіне.
4) Абсталяванне працуе няправільна. Напрыклад, адхіленне сталёвай стужкі, выкліканае рознымі прычынамі, прыводзіць да яе звужэння.
5) Край сталёвай паласы ўтвараевострыкут, які выклікае канцэнтрацыю напружанняў і расколіны
6) Сталёвы пояс дрэнна ачышчаны,зстароннія прадметы, якія прыліплі да ўнутранай паверхні сталёвай стужкі
7) Гумовы выраб вузейшы за шырыню сталёвай стужкі, і край вулканізаванага гумовага вырабу аказвае сілу на тое ж самае месца сталёвай стужкі на працягу доўгага часу.
8) Амплітуда роліка ручной рэгулявання занадта вялікая, або барабан вулканізатара часта рэгулюецца
Некаторыя адпаведныя разлікі адносна барабанных вулканізатараў
1. Дыяметр і даўжыня барабана
Барабанны вулканізатар выконвае награванне, герметызацыю і вулканізацыю прадукту на вулканізацыйным барабане. Такім чынам, дыяметр і даўжыня вулканізацыйнага барабана з'яўляюцца аднымі з найбольш рэпрэзентатыўных параметраў.
- Агульныя характарыстыкі дыяметра асноўнага барабана складаюць 350, 700, 1000, 1500 і 2000 мм. Суадносіны дыяметраў асноўнага барабана да дыяметра падпарадкаванага барабана складае: D0 = 2/3D, і D0 падпарадкаванага барабана не павінен быць занадта малым, інакш гэта паўплывае на тэрмін службы прыціскной стужкі пры выгібе. Калі D0 занадта вялікі, машына грувасткая і нязручная ў эксплуатацыі. Зыходзячы з вышэйзгаданага аналізу, дыяметр асноўнага барабана D для прыціскной стужкі з клеем, якая падвешваецца да сталёвага дроту, з'яўляецца адпаведным, D=700~1000 мм;
- Для тонкіх сталёвых палос падыходзіць D=1500~2000 мм. даўжыня асноўнага барабана,
- У залежнасці ад шырыні вулканізаванага вырабу, варта ўлічваць і праблему калянасці, таму суадносіны яго даўжыні да дыяметра не павінны быць занадта вялікімі, звычайна L/D складае 1~3.
Па-другое, даўжыня і таўшчыня прыціскнога пояса
- Ціскпоясз'яўляецца асноўным кампанентам для забеспячэння ціску вулканізацыі вырабу, а яго шырыня вызначаецца максімальнай шырынёй вулканізаванага вырабу.
- Працягласць ціскупоясразлічваецца ў адпаведнасці са структурай вулканізатара, і па меры памяншэння даўжыні L тэрмін службы ціскупояспрапарцыйна памяншаецца.
- Таўшчыня прыціскнога рамяня таксама непасрэдна ўплывае на трываласць на расцяжэнне, трываласць на выгіб і тэрмін службы сталёвага рамяня. Такім чынам, яго прыдатнасць ці не будзе непасрэдна ўплываць на прадукцыйнасць барабаннага вулканізатара.
- Разлічанае аптымальнае значэнне для δ роўна:
δ =(PDD0 /2E)1/2
δ – таўшчыня ціскупояссм
P-Ціск вулканізацыі, кг/㎠
D-дыяметр вулканізацыйнага барабана, см
E - модуль пругкасці сталёвай стужкі, кг/㎠
D0 – мінімальны дыяметр роліка, праз які праходзіць прыціскны рамень, звычайна см у дыяметры верхняга і ніжняга рэгулявальных ролікаў або нацяжных ролікаў.
3. Разлік нацяжэння сталёвага пояса
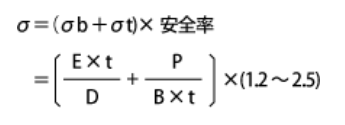
E: Каэфіцыент пругкасці (кгс/мм2)
P: Нацяжэнне сталёвага рамяня (кг)
D: Дыяметр шківа (мм)
B: Шырыня сталёвай стужкі (мм)
T: Таўшчыня сталёвай стужкі (мм)
Напрыклад, для серы на заводзе Shanghai Rubber No. 1 выкарыстоўваецца невялікі барабан, дыяметр малога барабана — 400 мм, дыяметр вялікага барабана — 700 мм, дыяметр цыліндру — 100 мм. Ціск дасягаецца 20 МПа. Памер сталёвай паласы: 7650*1,2*1380 мм, тады разлік наступны: малюнак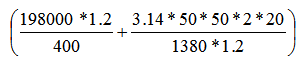 = 783,61 (менш за мяжу цякучасці 1100 МПа ў месцы зваркі)
= 783,61 (менш за мяжу цякучасці 1100 МПа ў месцы зваркі)
σ павінна быць ніжэйшай за трываласць зварнога месца сталёвай паласы
Калі ў вас ёсць якія-небудзь пытанні ці вам патрэбна дадатковая інфармацыя, калі ласка, звяжыцеся з намі~
Час публікацыі: 11 сакавіка 2025 г.